- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
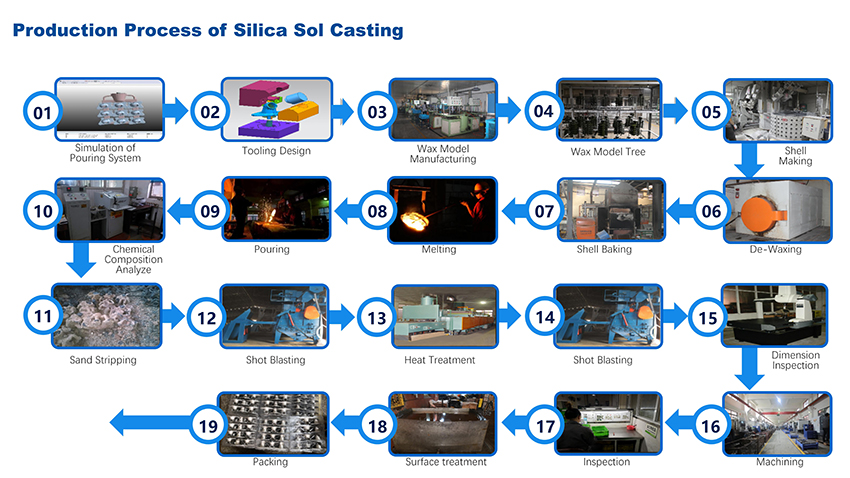
ຂັ້ນຕອນການດໍາເນີນງານຂອງ silica sol precision casting
ຂະບວນການປະຕິບັດງານຂອງsilica sol ການຫລໍ່ຄວາມແມ່ນຍໍາຖືກນໍາສະເຫນີດັ່ງຕໍ່ໄປນີ້:
1. ກວດເບິ່ງວ່າອຸປະກອນແລະເຄື່ອງມືຄວບຄຸມອຸນຫະພູມຢູ່ໃນການເຮັດວຽກປົກກະຕິ.
2. ຖອກນໍ້າຂີ້ເຜີ້ງເກົ່າທີ່ເກັບຄືນມາຈາກກະຕຸກ dewaxing ເຂົ້າໄປໃນຖັງກອງແລະການກັ່ນຕອງ; ຈາກນັ້ນສົ່ງໃສ່ຖັງທີ່ຕັ້ງ 1 ແລະປະໄວ້ 6-8 ຊົ່ວໂມງທີ່ອຸນຫະພູມຕ່ໍາກວ່າ 90 ອົງສາ.
3. ຫຼັງຈາກທີ່ຢືນແລະລະບາຍນ້ໍາ precipitated, ເທຂອງແຫຼວຂີ້ເຜີ້ງເຂົ້າໄປໃນຄຸກໍາຈັດນ້ໍາ.
4. ເອົາຂອງແຫຼວຂີ້ເຜີ້ງໃສ່ໃນຖັງ, ຮັກສາມັນໃຫ້ອົບອຸ່ນຢູ່ທີ່ 110-120 ອົງສາ C ແລະ stir ນ້ໍາທີ່ຍັງເຫຼືອ evaporate ຈົນກ່ວາບໍ່ມີໂຟມຂອງນ້ໍາຂີ້ເຜີ້ງ.
5. ກັ່ນກອງນໍ້າຂີ້ເຜີ້ງຫຼັງຈາກເອົານໍ້າອອກຜ່ານຕາຫນ່າງ <60 ຕາຫນ່າງ, ຫຼັງຈາກນັ້ນນໍາມັນເຂົ້າໄປໃນຖັງຂີ້ເຫຍື້ອ II ທີ່ມີອຸນຫະພູມ <90°C, ແລະຮັກສາມັນໃຫ້ອົບອຸ່ນຫຼາຍກວ່າ 12 ຊົ່ວໂມງ.
6. ນ້ຳ ແລະ ຝຸ່ນທີ່ຕົກຄ້າງຢູ່ທາງລຸ່ມຂອງຖັງກຳຈັດນ້ຳ ແລະ ຖັງທີ່ຕັ້ງຄວນຖືກລະບາຍນ້ຳອອກເປັນປະຈຳ.
7. ສົ່ງຂອງແຫຼວຂີ້ເຜີ້ງທີ່ນໍາມາໃຊ້ໃຫມ່ທີ່ປຸງແຕ່ງຢູ່ໃນຖັງ static II ໄປຫາຖັງ insulation ຂອງເຄື່ອງກົດທໍ່ຂີ້ເຜີ້ງເພື່ອນໍາໃຊ້ເປັນທໍ່ຜະລິດຕະພັນຕົ້ນຕໍ (ແລ່ນ).
8. ອີງຕາມການປະຕິບັດຂອງອຸປະກອນການຂີ້ເຜີ້ງເກົ່າແລະສະຖານະການການບໍລິໂພກຂີ້ເຜີ້ງ, ຂີ້ເຜີ້ງໃຫມ່ຖືກເພີ່ມເຂົ້າໄປໃນຖັງ static II ຈາກທີ່ໃຊ້ເວລາສໍາລັບການຫລໍ່ທາງລົດໄຟທີ່ມີຄຸນນະພາບສູງ, ປົກກະຕິແລ້ວປະມານ 3% -5%.
ຂະຫນາດຂອງການຫລໍ່ຄວາມແມ່ນຍໍາຂອງ silica sol ແມ່ນບໍ່ໃຫຍ່ຫຼາຍ, ແລະຄວາມຕ້ອງການສໍາລັບຄວາມແມ່ນຍໍາແມ່ນບໍ່ສູງຫຼາຍ. ຢ່າງໃດກໍຕາມ, ກອບອາລູມິນຽມ tin-bismuth ສາມາດນໍາໃຊ້ເປັນ mold ໃນລະຫວ່າງການນໍາໃຊ້, ແລະນ້ໍາຫນັກຂອງ mold ນີ້ແມ່ນຂ້ອນຂ້າງຫນັກ. ເຫດຜົນພື້ນຖານແມ່ນວ່າມັນມີ bismuth. .
Silica sol precision casting ໄລຍະເວລາການຜະລິດ mold ສະລັບສັບຊ້ອນແມ່ນສັ້ນກວ່າ, ປະຫຍັດຕົ້ນທຶນການຜະລິດໃນລະດັບໃດຫນຶ່ງ. ສໍາລັບການຫລໍ່ຜະຫນັງບາງໆທີ່ສັບສົນ, ເພື່ອປັບປຸງການລະບາຍອາກາດຂອງທໍ່ຜະລິດຕະພັນຢ່າງມີປະສິດທິພາບ, ຊ່ອງລະບາຍອາກາດສາມາດຖືກຕັ້ງຂື້ນໃນບ່ອນທີ່ເປັນໄປໄດ້.
ການປຸງແຕ່ງ silica sol castingສາມາດກໍານົດລະບົບ pouring ຢ່າງສົມເຫດສົມຜົນ, ເຊິ່ງປະສິດທິພາບສາມາດປ້ອງກັນບໍ່ໃຫ້ entrainment ຂອງ pouring ອາກາດໃນຂອບເຂດສະເພາະໃດຫນຶ່ງ, ທີ່ສະດວກຫຼາຍຕໍ່ການໄຫຼຂອງອາກາດຢູ່ໃນຢູ່ຕາມໂກນ mold ໄດ້. ອຸນຫະພູມ pouring ສາມາດເພີ່ມຂຶ້ນຢ່າງເຫມາະສົມໃນລະຫວ່າງການຂະບວນການຜະລິດເພື່ອຫຼຸດຜ່ອນຂະຫນາດຂອງຊຸດ pouring ໄດ້. ໄລຍະຫ່າງລະຫວ່າງ nozzle ແລະຈອກ pouring ໄດ້.